
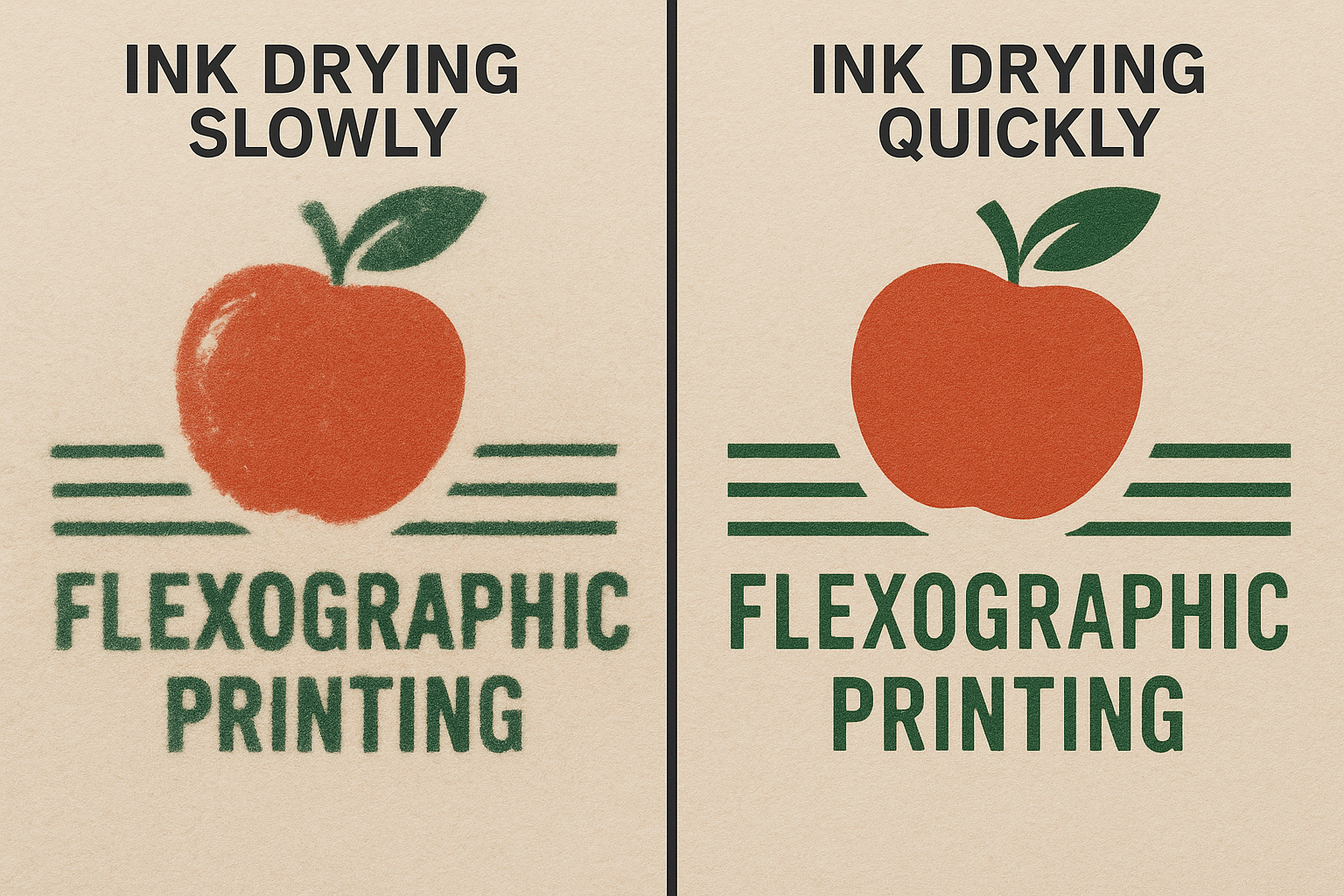
Fleksoqrafik maşınlar prosesində mürəkkəbin yavaş quruması və ləkələnməsi çap şirkətləri üçün davamlı bir problem olmuşdur. Bu, yalnız çap keyfiyyətinə təsir etmir və tullantıları artırır, həm də istehsal səmərəliliyini azaldır və hətta çatdırılma cədvəllərini gecikdirə bilər. Bu problemi necə effektiv şəkildə həll etmək olar? Biz ləkələnmənin qarşısını almağa və sabit, yüksək səmərəli çap istehsalına nail olmağa kömək etmək üçün mürəkkəb seçimi, prosesin optimallaşdırılması, avadanlıqların təkmilləşdirilməsi və ətraf mühitə nəzarəti əhatə edən hərtərəfli bir həll təqdim edirik.
Fleksoqrafik maşınlar prosesində mürəkkəbin yavaş quruması və ləkələnməsi çap şirkətləri üçün davamlı bir problem olmuşdur. Bu, yalnız çap keyfiyyətinə təsir etmir və tullantıları artırır, həm də istehsal səmərəliliyini azaldır və hətta çatdırılma cədvəllərini gecikdirə bilər. Bu problemi necə effektiv şəkildə həll etmək olar? Biz ləkələnmənin qarşısını almağa və sabit, yüksək səmərəli çap istehsalına nail olmağa kömək etmək üçün mürəkkəb seçimi, prosesin optimallaşdırılması, avadanlıqların təkmilləşdirilməsi və ətraf mühitə nəzarəti əhatə edən hərtərəfli bir həll təqdim edirik.
● Mürəkkəb Seçimi və Formul Optimallaşdırılması – Qurutma Problemlərinin Mənbədə Həlli
Flekso çap maşınları üçün mürəkkəb seçimi və formulasiyası qurutma problemlərini həll etmək üçün çox vacibdir. Yüksək uçucu formulasiyalı həlledici əsaslı mürəkkəblər və ya qurutma sürətləndiriciləri olan su əsaslı mürəkkəblər kimi tez quruyan mürəkkəbləri tövsiyə edirik. Maksimum qurutma sürəti üçün ultrabənövşəyi bərkimə sistemləri ilə birləşdirilmiş UB mürəkkəbləri ən yaxşı seçimdir. Etanol və ya etil asetat tərkibinin artırılması kimi həlledici nisbətlərinin tənzimlənməsi mürəkkəbin sabitliyini qoruyarkən qurutma performansını artıra bilər. Bundan əlavə, düzgün qurutma əlavələrinin (məsələn, oksidləşdirici qurutma mürəkkəbləri üçün kobalt/manqan quruducuları və ya uducu substratlar üçün ixtisaslaşmış penetrantlar) seçilməsi optimal nəticələr təmin edir.
● Qurutma Sisteminin Təkmilləşdirilməsi – Səmərəliliyin Artırılması
Flekso çap maşınında qurutma sistemlərinin işləməsi nəticələrə birbaşa təsir göstərir. Düzgün temperatur parametrlərini (həlledici mürəkkəblər üçün 50–80°C, su əsaslı mürəkkəblər üçün bir qədər aşağı) və maneəsiz hava axınını təmin etmək üçün qurutma maşınlarını müntəzəm olaraq yoxlayın. Çətin tətbiqlər üçün lokal səmərəlilik üçün infraqırmızı qurutma və ya ani qurutma üçün UB bərqərar etmə üsuluna keçin. Soyuq hava qurutma qurğuları, mürəkkəbin yenidən islanmasının qarşısını almaq üçün udmayan təbəqələr üçün xüsusilə faydalıdır.


● Çap Prosesinin Optimallaşdırılması – İstehsal Parametrlərinin Tənzimlənməsi
Fleksoqrafik çap maşınlarında istehsal parametrlərinin optimallaşdırılması qurutma səmərəliliyini əhəmiyyətli dərəcədə artırır. Çap sürətinə nəzarət etmək çox vacibdir - həddindən artıq sürət növbəti çap stansiyasından əvvəl düzgün qurutmanın qarşısını alır. Sürəti mürəkkəb xüsusiyyətlərinə və qurutma tutumuna əsasən tənzimləyin. Mürəkkəb təbəqəsinin qalınlığını düzgün aniloks diyircəyi seçimi və mürəkkəb həcmi vasitəsilə idarə etmək həddindən artıq yığılmanın qarşısını alır. Çoxrəngli çap üçün stansiya aralığının artırılması və ya stansiyalararası qurutma maşınlarının əlavə edilməsi qurutma müddətini uzadır.
● Ətraf Mühit və Substrat Uyğunlaşması – Kritik Xarici Faktorlar
Flekso printer əməliyyatlarında ətraf mühit şəraiti qurutma prosesinə böyük təsir göstərir. Sexin temperaturunu 20-25°C, rütubəti isə 50-60% səviyyəsində saxlayın. Rütubətli mövsümlərdə nəm quruduculardan istifadə edin. Substratın əvvəlcədən işlənməsi (məsələn, PE/PET filmləri üçün korona müalicəsi) mürəkkəbin yapışmasını artırır və qurutma qüsurlarını azaldır.
Korona Müalicəsi

Rütubətə Nəzarət
Nəhayət, möhkəm texniki xidmət planı uzunmüddətli sabitliyi təmin edir. Qurutma maşınının başlıqlarını və qızdırıcı elementlərini müntəzəm olaraq təmizləyin, aniloks diyircəklərinin aşınmasını yoxlayın və çap keyfiyyətini izləmək üçün quru gərginlik test cihazlarından istifadə edin - qurutma ilə əlaqəli problemlərin qarşısını almaq üçün əsas addımlar.




Yayımlanma vaxtı: 29 may 2025